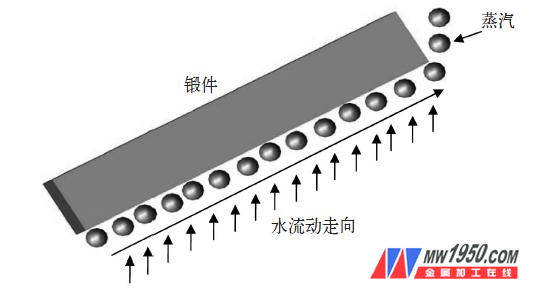
Due to the large size of the forgings, the steam generated on the lower surface after quenching into water can not be discharged in time, resulting in uneven cooling rate of the upper and lower surfaces, resulting in large differences in the performance of various parts of the forging, which cannot meet the technical requirements. Claim. Forging size The size and tonnage of the plate forgings produced by the company are shown in the table below. Production process: smelting → 15000kN hydraulic press forging → post-forging heat treatment → rough processing → quenching and tempering → performance inspection → packaging and shipping. 2. Traditional production methods When quenching, the forgings are lifted into the water horizontally by the iron chain. As shown in Fig. 1, a large amount of steam generated after the lower surface is filled with water cannot be discharged in time to form a vapor film, which causes the lower surface of the forging to cool slowly, affecting its final performance. Moreover, the steam gathers more, causing the forging to vibrate, and there is a big safety hazard. Due to the inability to discharge in time after steam generation, the steam on the lower surface gathers to form a vapor film, which acts as a cooling protection for the forgings, which seriously reduces the cooling rate of the forgings, resulting in more ferrite content in the lower surface portion, and some are mesh-like. In order to meet the performance requirements of plate forgings, the problem of uneven quenching cooling speed should be solved. 3. Solution (1) Method According to the characteristics of the plate forgings, after the forgings are hung by the existing spreader chain in the workshop, the chain is lowered, and the crane is deviated to one side, and the forgings are lifted. At this time, the forging and the heat treatment table surface control is 30 ° ~ 45 °, and then hanged to the sink into the water quenching, as shown in Figure 2. When the vehicle is lifted, the angle between the forging and the table surface should be <45°. If the angle is too large, the chain and the forging will slide, causing a safety accident. If the angle is too small, the steam is discharged slowly in the actual application, and the cooling effect is not good. . Should be controlled as much as possible from 30 ° to 45 °. (2) Principle Since the forging is at an angle to the ground, the resistance of the steam formed on the lower surface is reduced after the forging is filled into the water, and the water in the water tank is recycled water (the circulation is small), and the flow of water will easily fall. The surface of the steam is carried away (see Figure 3), thus increasing the cooling rate of the lower surface of the forging, ensuring uniform cooling of the forging. 4. Effect The above quenching method improves the cooling speed of the lower surface of the forgings of the plate and ensures uniform cooling of all parts of the forgings. Finally, the large-scale forgings produced by our company all meet the performance requirements of the technical conditions after quenching and tempering, and the parts of the forgings Performance indicators are relatively uniform to meet user needs.
An Impact Drill is a conventional power tool designed for drilling in concrete, stone and similarly hard materials. These impact drills come with an impact mechanism that the maximum impact rate can reach up to 48000 individual impacts per minute. It also comes equipped with SDS drill shank.
Impact Drill Impact Drill,Right Angle Drill,Hand Drill,Electric Impact Drill AWLOP CO.,LTD , http://www.awlop.com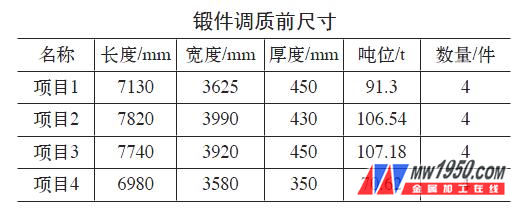
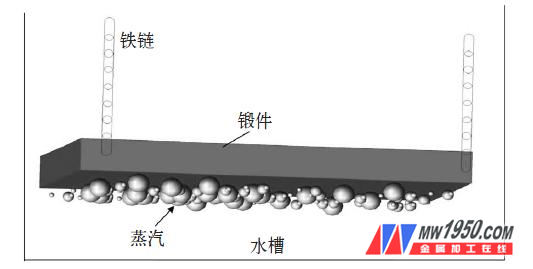
Figure 1 Traditional quenching water inlet 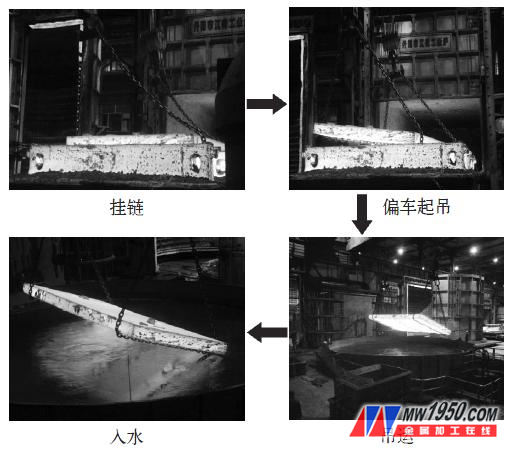
Figure 2 New quenching method