Pvc Wood Flooring,Anti Static Roll,Wood Grain Vinyl Flooring,Pvc Plank Flooring JIANGSU HUAJING FLOOR TECHNOLOGY CO.,LTD , https://www.huajing-floor.com
For piston manufacturers, casting scrap rate has always been one of the key factors that restrict piston production efficiency and cost. For some special structure pistons, the proportion of foundry scrap is sometimes as high as 40% to 50%. In view of this, it is always one of the priorities of the piston manufacturing enterprises to take some improvement measures and reduce the piston casting scrap rate.
1. Main casting defect types
In today's piston manufacturing companies, aluminum piston blanks are generally formed by metal gravity casting. During the filling process, the aluminum liquid is often affected by certain factors, and the resulting blanks often have various macroscopic or microscopic defects. According to statistics, there are two kinds of casting defects with the highest proportion, and the value can even account for 50% of the comprehensive scrap rate. These two common casting defects are pores and shrinkage (shrinkage), which will be carried out below. basic introduction.
(1) Porosity is the most common casting defect of aluminum piston. The appearance is mainly in two forms: one is spherical bubbles of different sizes on the inner and outer surfaces of the casting, which are separated or gathered together, and the inner wall of the hole is smooth; One is a small pinhole which is dispersed inside the casting and exists in a honeycomb shape. The pinhole is generally less than 1 mm, and is mostly concentrated on a thick section of the casting or a slow cooling rate, and the periphery of the pinhole is relatively smooth (see figure 1).
Porosity defects are mainly produced under the pin holes, at the top of the castings and under the inserts. This is because the pin core and the insert ring prevent the gas from floating up, and the top air holes are because the gas cannot float smoothly from the top when the gas floats up to the top of the casting. Castings that are not in the middle of the rise are more likely to cause this defect.
(2) Shrinking and shrinkage are another common form of casting defects in pistons. The appearance is that the outer surface of the casting is not tightly structured, and the casting has many small holes in its profile. This defect is mainly present at the thick junction of the piston wall or near the gate. The hole geometry caused by shrinkage is extremely irregular, and the surface of the hole is rough and uneven, especially the internal shrinkage section is very loose, and the grain is coarse and spongy (see Fig. 2).
2. Cause analysis and improvement approach
(1) There are two main types of stomata: precipitating stomata and invasive stomata. The precipitated pores mainly refer to the incomplete refining of the aluminum liquid or the re-inhalation of the casting time for too long, and the excess gas (mainly hydrogen) in the solidification process of the casting cannot be smoothly discharged after the precipitation of the casting liquid. The intrusive pores are mainly due to the unreasonable structure of the casting system. The aluminum liquid is involved in a large amount of gas during the filling process, and is not caused by the smooth discharge of the cavity during solidification.
For the precipitation of pores, we should first focus on the storage environment of raw materials. Due to the use of aluminum alloy for casting, a variety of metal and non-metallic materials, such as silicon, copper, magnesium, modifiers, slag removers and refiners, are used. The storage environment of these materials is too high, after moisture absorption. It will increase the risk of excessive hydrogen content in the smelting and refining process. In the case of pouring, if excessive hydrogen is not discharged in time, the pores will appear in some parts. Therefore, the storage environment of raw materials must be cool and dry. According to the previous experience of the piston industry, the storage humidity of metal materials should not exceed 80%, and the storage humidity of non-metallic materials should generally not exceed 60%.
Refining is also a key process that causes pores. The purpose of refining is to purify the aluminum alloy liquid after smelting to remove hydrogen and oxidized inclusions in the aluminum liquid. If the refining effect is poor, the aluminum liquid with high hydrogen content is easily transferred, and the vent waste is poured. . For different piston companies, because the refining process is not the same, the specific refining parameters are not elaborated here. However, no matter how refined, in the end, the hydrogen content is generally used as the main quantitative index for measuring the refining effect of aluminum liquid. After long-term production verification, our company believes that the hydrogen content of aluminum liquid after refining is controlled within 0.15mL/100g.
The refining qualified aluminum liquid should be poured immediately after being transferred to the pouring process, and it should not be placed for a long time. Because the high-temperature aluminum liquid reacts with air to react with water vapor in the air to generate hydrogen and free hydrogen, the generated hydrogen will be dissolved into the high-temperature aluminum liquid continuously, so the process of pouring production is also the process of continuously inhaling the aluminum liquid in the furnace. . At the same time, since the solubility of hydrogen in high-temperature aluminum liquid is about 19 times that of the casting, if the aluminum liquid is left for too long, the hydrogen content in the aluminum liquid will increase, and the hydrogen released when the aluminum liquid solidifies in the cavity will increase. When the hydrogen content in the aluminum liquid reaches a certain limit state, the hydrogen deposited during the solidification of the casting will not be completely discharged, and the remaining hydrogen will form pores on the inner and outer surfaces of the casting. Therefore, the time for refining qualified aluminum liquid in the air should not be too long, generally less than 4h. When the aluminum liquid is left for more than 4 hours, it must be re-refined.
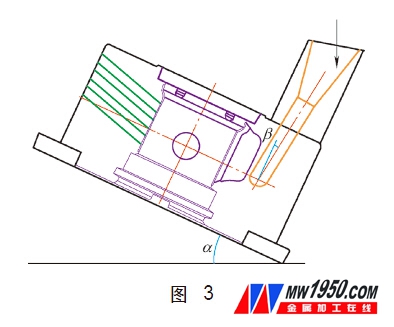
For intrusive pores, the solution is mainly to increase the metal type of exhaust function, open the exhaust groove and exhaust plug, tilt casting, improve the proportion of the pouring system, and reasonable settings of the riser position. Before the start of pouring, we generally tilt the metal type to a certain angle α (see Figure 3), and the metal type is gradually reset after pouring for a certain period of time. At the same time, for the sprue that first contacts the aluminum liquid, we will also design Set a certain vertical slope β (see Figure 3), generally not less than 5 °. The two process slopes have two main purposes: one is to reduce the vertical drop when the aluminum liquid is poured, to prevent the tumbling gas during the flow of the aluminum liquid, and to ensure that the aluminum liquid smoothly enters the runner; The suspended bubbles below the ring are flushed and floated up to the top through the gap between the insert and the metal. The stage size of the runner into the metal cavity should be gradually narrowed to a minimum at the junction of the runner and the blank, so that the aluminum liquid can maintain a stable flow rate when entering the cavity, and at the same time prevent the aluminum liquid from being in the runner Produce a gas phenomenon. After the aluminum liquid enters the cavity, in order to allow the gas entrained in the aluminum liquid to smoothly discharge the cavity during the filling process, the parting surface on the opposite side of the runner and the mating surface of the pin core and the outer mold are generally not deep. The exhaust groove exceeding 0.2 mm is exhausted. After the aluminum liquid rises to the top limit position in the cavity, in order to allow the gas to smoothly discharge the metal type, a vent plug is generally added to the top mold and a riser is opened. The top riser should be opened at the thickest part of the top of the casting, because the thick part is not only cooled last, but also the most gas is discharged, which is prone to porosity defects.
(2) Shrinkage, shrinkage, shrinkage, shrinkage, and shrinkage are mainly caused by the inconsistent solidification speed of the casting due to the difference in wall thickness, which often occurs at the wall thickness or the junction of the thick and thin walls. More concentrated and regular. Aluminum piston casting is currently produced in a "top-up" casting process, and the alloy solidification method establishes the principle of sequential solidification as much as possible. However, due to the structure of the casting, in fact, a casting often has both solidification and sequential solidification. Therefore, to solve this problem, it is often used to change the thickness of the casting section, adjust the cooling of the metal type, change the position and shape of the runner or the riser, etc. The measures are resolved.
Strengthening the cooling of the superheated part is a necessary condition for ensuring the sequential solidification of the casting. For the hand-cast metal type, a certain thickness of cold iron or a metal material with excellent thermal conductivity such as pure copper is generally added to the thick portion of the casting. According to the test, under the same conditions, the thermal conductivity of pure copper is about 8 times that of cast iron and steel. For the mechanical casting metal type, a string water system is generally established, and forced cooling is implemented. Reasonably setting the string water parameters and the string water sequence of each component is the key to ensure the sequential cooling of the casting. From the perspective of the casting as a whole, our cooling sequence is generally from the inside to the outside. From the metal parts, the cooling sequence is generally the core, the inner core, the outer mold, and the top mold. Since the diameter and structure of the piston are different, the specific value of the string water parameter is generally determined by multiple tests, and will not be described herein.
In addition, in order to accelerate the cooling effect of the overheated portion, a V-shaped groove of 1 to 1.5 mm deep is generally provided in the overheated portion to enhance the heat dissipation effect of the superheated portion of the casting.
In addition to strengthening the cooling of the overheated part, it can also increase or open a certain feeding riser to the overheated part, and strengthen the feeding effect of the part. If the top surface of the piston is loosened, the volume of the top surface of the feeder is generally increased. If the top part is off-center, the eccentric riser can also be set. For a piston with a rib on the skirt, when the thickness of the rib is too thick to be replenished in time, a dark riser may be added to the portion that is not conducive to the feeding to perform forced feeding. For some pistons with complicated structure, when the part away from the runner is thicker on the same cross section and the wall thickness is thinner near the bridge, it can be artificially thinned to facilitate the feeding of the thick part. The outer wall of the wall is thick, so that the aluminum liquid can pass smoothly.
3. Conclusion
The above is only the analysis and discussion of two common defects of piston castings. In the actual production process of aluminum piston castings, the types of casting defects are more complicated because of the variety of piston structures. However, starting from the basic principle of piston casting, based on the basic starting point of process flow, metal structure and process control, it is not difficult to find out the main causes of casting defects, and then improve the casting rejection rate through experimental improvement. For the piston company, the in-depth analysis of casting defects and the implementation of the process of reducing the rate of casting scrap is a process of reducing production costs and technological innovation, which is of great significance.
references:
[1]HE Yongdong,ZHANG Xinming.Mechanism of hydrogen formation in electrolytic aluminum liquid[J].Journal of Central South University,2007,12(6):1055-1062.
[2] Liu Daochun. Analysis of Casting Defects of Aluminum Alloy and Its Prevention[J]. Mold Engineering, 2013(9): 82-87.
[3]Liu Fumei. The production and prevention of shrinkage and shrinkage of cast aluminum pistons[J]. Internal Combustion Engine Parts, 1999(5): 19-23.
About the author: Gao Xuerui, Zhang Yulin, Yan Xunlong, Wang Haitao, Song Liang, Shandong Binzhou Bohai Piston Co., Ltd.